
Компания
Nooa Electric Co., Ltd. Площадью 70 000 квадратных метров, а площадь строительства составляет 50 000 квадратных метров с момента своего создания в декабре 2002 года. Более 200 сотрудников, в том числе 25 техников. Производственная мощность 3500 000 штук в год, а теперь установка новой печи и линий до 10500000 штук в год

-
Стеклянный Изолятор
Стандартный стеклянный электрический изолятор
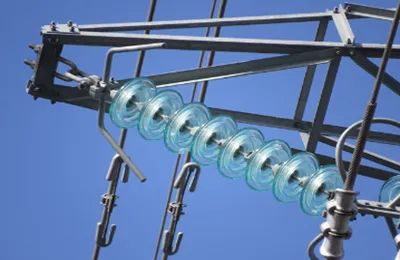
Стеклянный изолятор туманного типа
Анти загрязнение закаленного стекла изолятор
Стеклянный изолятор Powerline открытого воздуха
OUTERIB Стеклянные изоляторы линии электропередач
Стеклянный дисковый изолятор D.C
Стеклянные изоляторы заземления провода
Стеклянные изоляторы RTV
-
Фарфоровый Изолятор
Фарфоровый Дисковый Изолятор
Линия Почтовые Изоляторы
Изоляторы фарфора полые
Изоляторы столба штанги
-
Композитный Изолятор
Композитный пост крест Arm изолятор
Железнодорожный композитный изолятор
Линия Пост Композитный Изолятор
-
Другие изоляторы Powerline
Ультра высоковольтные изоляторы
Изоляторы высокого напряжения
Изолятор линии электропередачи
Изоляторы подстанции
Изоляторы стандарта IEC
Стандартные изоляторы ANSI
Изолятор 120KN
Изолятор 160KN
Изолятор 70KN
Изолятор 40KN
Изолятор 550KN
Изолятор 210КН
Изолятор из закаленного стекла HVDC
-
Линия электропередачи Изолятор Строки Оборудование Фитинги
Упоминание Изолятор Строки Оборудование Фитинги
Подвесной Изолятор Строки Штуцеры Оборудования
-
Разрядник перенапряжения
Подстанция разрядник перенапряжения
Проекты
Наши продукты изолятора главным образом использованы в электростанциях, передающих линиях, подстанциях, линиях распределения, переходе рельса и других полях.
Новости
Nooa electric co.,ltd. предоставляет вам полный спектр изоляторов линии электропередачи, включая различные типы стеклянных электрических изоляторов, фарфоровых изоляторов, композитных изоляторов.





